

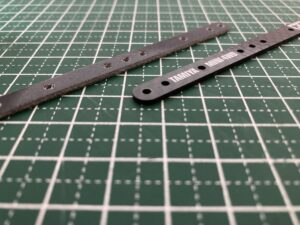
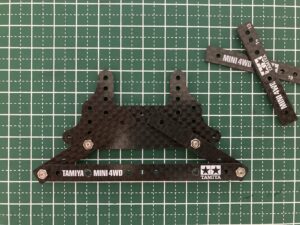
ミニ四駆の改造を進めるうちに、使うようになるのが「カーボンプレート」。
GUPそのままでも使えますが、加工をすることで改造の幅も広がってきます。
しかしカーボンプレートの場合、FRPとは違った加工の大変さがあります。
✅この記事の内容
- カーボン加工の注意点
- カーボン加工に必要なもの
- カーボンのカット手順
- カーボンの穴あけ加工手順
この記事では、ミニ四駆のカーボンプレートの加工について。
カーボンの加工に必要な道具。
さらにカーボンのカット方法や穴あけ加工について紹介します。
カーボンとFRPでは、硬さの違いから加工する際の難易度が大きく変わってきます。
手作業での加工も無理ではありませんが、リューターや電動ドライバーなどがあることで加工の幅や作業効率も上がってきます。
カーボンのカットには、ダイヤモンドカッター。
プレートの穴あけ加工などには、ドリルが必要。
それぞれ大きさの違う種類をいくつか用意しておくことで、加工の際の失敗のリスクも減らすことができます。
加工におすすめのカーボンについては、こちらの記事で紹介しています。

カーボン加工の注意点
カーボンプレートは硬い

カーボンとFRPの大きな違いになってくるのが、「硬さ」です。
その素材の違いによって、同じ形状のプレートでも硬さには大きな違いが。
コースで見かける速いマシンほどカーボンが多く使われているのも、その丈夫さから。
軽くて耐久性もあることで、速いマシンに取り付けた場合も破損しづらくなってきます。
しかしその丈夫さによって、カーボンの加工は手作業だけではむずかしいのが現実になってきます。
電動工具が必須

カーボンプレートを加工しようとした場合、手作業だけでの加工はおすすめできません。
カーボンプレートの特徴は、何といってもその硬さ。
ミニ四駆の改造の中には、1枚でも硬いカーボンをさらに重ねて使用する場合もあります。
そこで問題になってくるのが、硬いカーボンプレートの加工。
さらに重ねて貼り合わせたプレートの加工となると、さらにハードルは高いです。
決して手作業だけで加工できないことはありませんが、とてつもない労力と時間が必要に。
加工しやすい方法として、カーボンを1枚1枚加工することもできます。
しかし加工しやすい反面、実際に使う時に長さが合わないなどの失敗のリスクも。
加工のための工具にまで、お金をかけづらい部分はあります。
しかし失敗のリスクや作業効率を考えると、カーボン加工に電動工具は必須になってきます。
おすすめのリューターについては、こちらの記事で紹介しています。
カーボン加工に必要なもの

カットにはダイヤモンドカッター

カーボンプレートの切断には、「ダイヤモンドカッター」が必要になってきます。
FRPプレートの切断であれば、ラジオペンチやカッターのこなどでも加工は可能。
しかしカーボンプレートの切断の場合、リューターのサイズに合わせたダイヤモンドビットが必要になってきます。
ダイヤモンドビットであれば、今は100均などでも売られています。
ただし100均のダイヤモンドカッターの場合サイズが限られてくるので、細かい加工には使いづらい部分もあるのには注意が必要。
ミニ四駆の加工には細かい加工も多いので、ダイヤモンドカッターもいろいろな大きさがあった方が使いやすいのは間違いありません。
商品リンク:ダイヤモンドビット 10本セット
穴あけ加工には数種類のドリル

カーボンの穴あけ加工には、「数種類の径のドリル」がおすすめです。
可能であれば、ドリルもリューターで使えるものがおすすめです。
六角ビットになっているドリルでも、カーボンの加工は可能。
手作業での加工はおすすめできませんが、電動ドライバーなどに付け替えての作業はできます。
ただ100均などの六角ビットドリルの場合、ドリルの精度がいまいちな場合も。
ドリルの素材や用途によっても切れ味が変わってくるので、できれば100均以外のものがおすすめです。
リューターと電動ドライバーの作業効率を比べた場合、パワーの違いによってリューターの方が早く加工できるのでおすすめです。
商品リンク:プロクソン(PROXXON) ドリル10種セット
商品リンク:六角軸ショートチタンドリル2.0mm
集塵機や防塵ボックスもあると便利

カーボン加工の際は、「集塵機」や「防塵ボックス」の使用もおすすめです。
カーボン加工の際に問題となってくるのが、加工作業中の散らかり。
FRPの加工と同様、加工中は削りカスが舞い散ってしまいます。
カーボンの粉も、決して人体に問題ないわけではありません。
なので加工の際は、吸い込まないようにマスクなどの防護も必要に。
さらに集塵機や防塵ボックスを使用することで、カーボンの粉が舞うのを防ぐことが可能です。
防塵ボックスがあれば、ボックス外に粉が飛び散ることはありません。
加工作業後の後片付けを楽にするという意味でも、カーボン加工には集塵機や防塵ボックスの使用がおすすめです。
商品リンク:ネイルダストコレクター 卓上集塵機
商品リンク:研磨作業用防塵ボックス
集塵機や防塵ボックスについては、こちらの記事で紹介しています。
カーボンのカット手順

加工前の準備
カーボンのカットの際は、加工前の準備も大切になってきます。
まず必要となるのが、カーボンの粉が人体に入らないように防ぐ「マスク」や「防護メガネ」。
前述のように「集塵機」や「防塵ボックス」を使うことでも、飛び散るのを防ぐことができます。
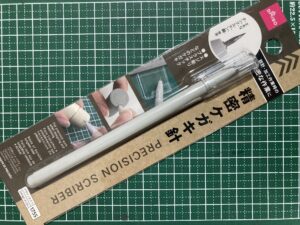
さらに罫書きペンなどがあると、加工の失敗を防ぐことができます。
ペン先が硬くなっているので、カーボン表面にキズをつけることで目印にすることができます。
カーボンをカットする際は、支えている手の小指を卓上に当てることで安定させてカットをすることが可能です。
商品リンク:新潟精機 超硬チップ付ペンシルケガキ針
まずは余裕をもってカット

カーボンカットをする際は、まずは余裕を持ってカットしていくのがおすすめです。
カーボンプレートのカットの基本としては、罫書き線の手前までカットしていくこと。
余裕を持ってカットし、少しずつ削りながら罫書き線に近づけていきます。
一気に加工しようとすると、失敗の確率が上がります。
リューターは回転で勝手に進むので、安定するように支えるくらいでカットができます。
リューターを強く押し当てると、負荷がかかってリューターが止まってしまいます。
またカットした際などに破片が飛んできて危ないので、力を入れすぎないのもポイントです。
カット後の仕上げ

カーボンカットの仕上げには、ヤスリも併用していきます。
罫書き線の近くまでカットしたら、罫書き線に沿って刃を進めていきます。
罫書き線ギリギリくらいまで進めたら、リューターでの加工は終わり。
リューター後は、最後にカットした断面をヤスリで仕上げていきます。
カーボンの断面によるケガの防止にもなり、見た目の印象としても良くなってきます。
使用するのは、細かい部分も加工しやすいダイヤモンドヤスリがおすすめです。
おすすめのヤスリについては、こちらの記事で紹介しています。
カーボンの穴あけ加工手順

穴あけ位置を決める
ドリルでの穴あけ加工の際も、まずは下書きが大切になってきます。
まず必要なのが、穴あけ加工する位置を決めること。
プレートなどをガイドにする際は、3ヶ所以上でしっかり固定しておきます。
穴あけ位置が決まったら、穴をあける部分にわかりやすく目印をつけます。
少し溝を削っておくことで、穴あけの際にもドリルがズレることがないので加工が捗ります。
この時も、小さい径のドリルで目印をつける方がやりやすいです。
まずは径の小さい1.0mmドリルから

穴あけ加工する際は、径の小さいドリルから始めていきます。
ミニ四駆に使用するビスの大きさは、だいたい2.0mm。
なので最終的には2.0mmが必要になりますが、最初から2.0mm径で加工しない方が良いです。
初めから2.0mm径のドリルで加工していくと、ズレやすいという問題が。
なので最初は1.0mmくらいの径のドリルで、ズレなく穴あけ加工するのがおすすめ。
径の小さいドリルの方がズレないのはもちろん、ドリルが細いので力が入りやすく穴あけ加工もやりやすいです。
2.0mm径で仕上げる

1.0mmで下穴をあけたら、最終的に2.0mmで仕上げていきます。
2.0mmドリルでの穴あけ加工はについては、手順を追っていればかんたん。
下穴をガイドにドリルで貫通し、真っ直ぐズレないように穴あけ加工していくだけです。
2.0mmドリルで穴あけ後は、ヤスリで整えていきます。
特に貫通後のカーボン表面は剥がれて盛り上がって危ないので、しっかりとヤスリで整えておく必要があります。
カーボンプレートの加工 まとめ

カーボンとFRPでは、硬さの違いから加工する際の難易度も変わってきます。
手作業での加工も無理ではありませんが、リューターや電動ドライバーなどがあることで加工の幅や作業効率も上がってきます。
カーボンのカットには、ダイヤモンドカッター。
プレートの穴あけ加工などには、複数径のドリル。
それぞれ大きさの違う種類をいくつか用意しておくことで、加工の際の失敗のリスクも減らすことができます。
加工におすすめのカーボンについては、こちらの記事で紹介しています。

コメント